4
Per ottenere un filetto con garanzia si devono tenere in conto i seguenti concetti:
Nei filetti interni bisogna valutare se la longitudine del filetto utile sia tale da permettere al filetto esterno di essere
introdotto fino a quando il suo valore massimo venga raggiunto.
Nei filetti esterni:
- La dimensione “a” (longitudine del calibro) deve essere progettata in modo tale che, anche con il minimo diametro
del filetto interno, il filetto esterno possa essere introdotto e il materiale di tenuta possa essere applicato. Questa
longitudine si identifica con il serraggio a mano.
- Lalongitudinedelfiletto(totalmenteformatanelleradicienellamaggiorpartedellecreste)posteriorealpianodelcalibro,
è destinata a somministrare sufficiente longitudine di serraggio all’utensile incluso per filetti interni nel loro massimo
diametro. Questa longitudine “b” rappresenta la longitudine di montaggio ed è fondamentale per ottenere una unione
perfettamente stagna identificandosi con il serraggio dell’utensile (sempre è uguale o superiore a 2 3/4 giri).
- La longitudine “c” che comincia dopo la fine di “b” è conosciuta come uscita del filetto (non è completamente formata
dalla radice) e deve rimanere invisibile dopo il serraggio con l’utensile. Non è corretto stringere fino al limite per non
lasciare visibili i fili della suddetta zona, dal momento che si potrebbe incorrere nel rischio di generare una fuga.
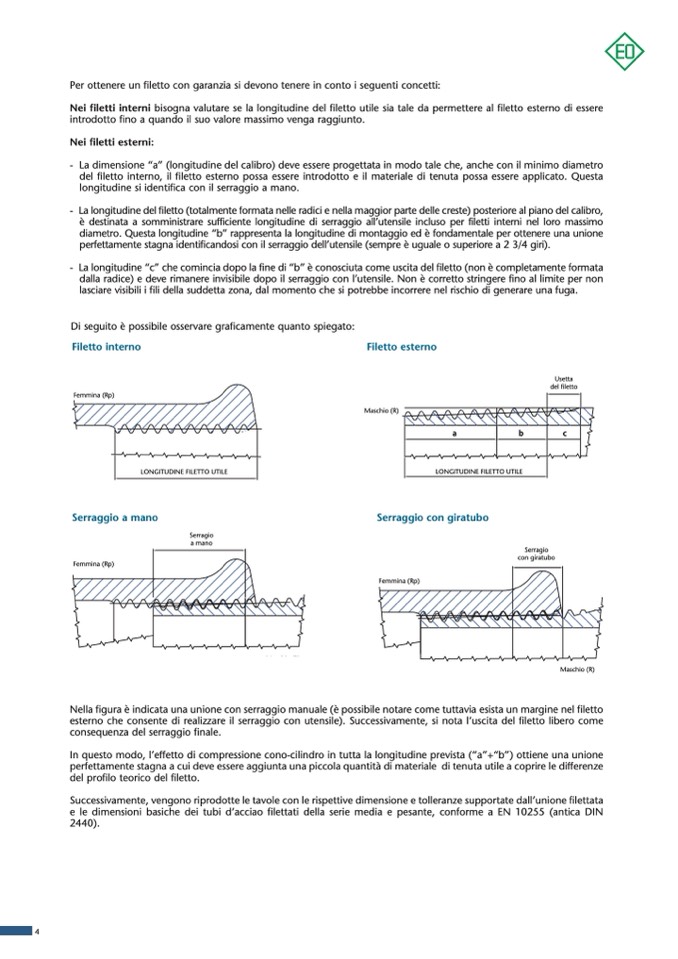
Di seguito è possibile osservare graficamente quanto spiegato:
Filetto interno
Filetto esterno
Maschio (R)
Femmina (Rp)
Usetta
del filetto
a
b
c
Serraggio a mano
Femmina (Rp)
Serragio
a mano
Serraggio con giratubo
Femmina (Rp)
LONGITUDINE FILETTO UTILE
LONGITUDINE FILETTO UTILE
M
hi (R)
Nella figura è indicata una unione con serraggio manuale (è possibile notare come tuttavia esista un margine nel filetto
esterno che consente di realizzare il serraggio con utensile). Successivamente, si nota l’uscita del filetto libero come
consequenza del serraggio finale.
In questo modo, l’effetto di compressione cono-cilindro in tutta la longitudine prevista (“a”+“b”) ottiene una unione
perfettamente stagna a cui deve essere aggiunta una piccola quantità di materiale di tenuta utile a coprire le differenze
del profilo teorico del filetto.
Successivamente, vengono riprodotte le tavole con le rispettive dimensione e tolleranze supportate dall’unione filettata
e le dimensioni basiche dei tubi d’acciao filettati della serie media e pesante, conforme a EN 10255 (antica DIN
2440).
Serragio
con giratubo
Maschio (R)

