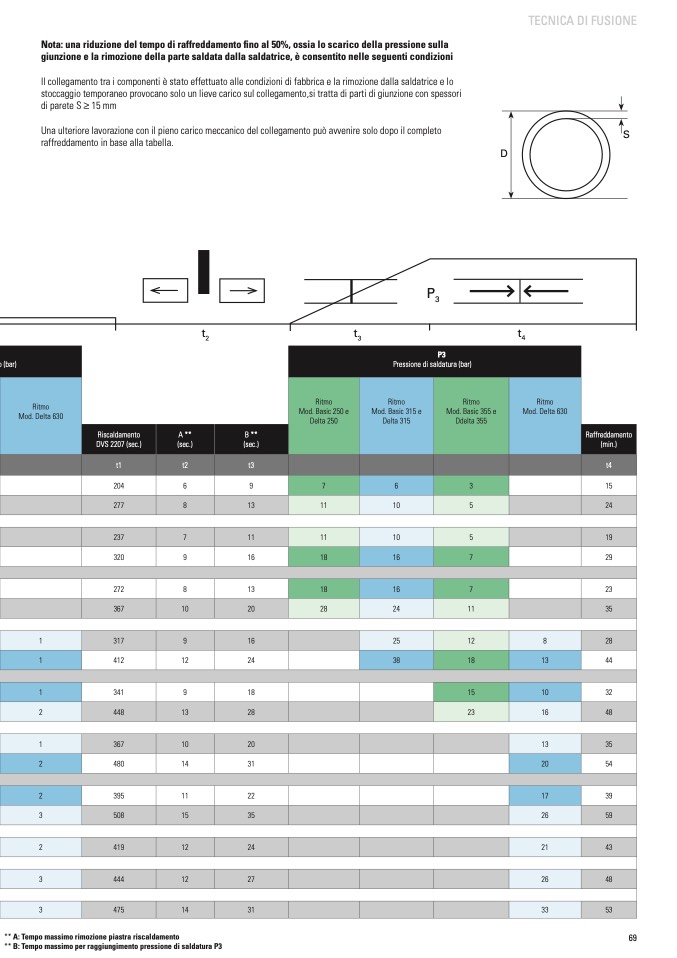
Nota: una riduzione del tempo di raffreddamento fino al 50%, ossia lo scarico della pressione sulla
giunzione e la rimozione della parte saldata dalla saldatrice, è consentito nelle seguenti condizioni
Il collegamento tra i componenti è stato effettuato alle condizioni di fabbrica e la rimozione dalla saldatrice e lo
stoccaggio temporaneo provocano solo un lieve carico sul collegamento,si tratta di parti di giunzione con spessori
di parete S ≥ 15 mm
Una ulteriore lavorazione con il pieno carico meccanico del collegamento può avvenire solo dopo il completo
raffreddamento in base alla tabella.
S
TECNICA DI FUSIONE
D
P
3
t
2
t
3
t
4
P3
Pressione di saldatura (bar)
Ritmo
Mod. Basic 250 e
Delta 250
Ritmo
Mod. Basic 315 e
Delta 315
Ritmo
Mod. Basic 355 e
Ddelta 355
Ritmo
Mod. Delta 630
Riscaldamento
DVS 2207 (sec.)
A **
(sec.)
B **
(sec.)
t1
t2
t3
204
6
9
7 6
3
277 8
13 11 10
5
o
(bar)
Ritmo
Mod. Delta 630
237
7
11
11 10
5
320 9
16 18 16
7
272
8
13
18 16
7
367 10
20 28 24
11
317
9
16 25
12
8
412 12
24 38
18 13
1
1
1
2
1
2
2
3
2
3
3
Raffreddamento
(min.)
t4
15
24
19
29
23
35
28
44
32
48
35
54
39
59
43
48
53
69
341
9
18
15
10
448 13
28
23 16
367
10
20
13
480 14
31 20
395
11
22
17
508 15
35 26
419
12
24
21
444
12
27
26
475
14
31
33
** A: Tempo massimo rimozione piastra riscaldamento
** B: Tempo massimo per raggiungimento pressione di saldatura P3

