PRODUCT GUIDE
RAK CERAMICS | FALL WINTER COLLECTION 2022
TECHNICAL FEATURES
GRES WHITE BODY TILES (BIIA) :
Gres white body tiles are created by mixing raw materials including high quality white or red clays, quartz and feldspar
in wet grinding ball mills. After grinding, a clay-based suspension of these materials called a slip is fed out of the mill
then spray-dried to remove excess moisture. Following the spray drying process, the free flowing powder is pressed
using advanced hydraulic presses with a speci
fic pressing power exceeding 300 kg/cm2 in order to obtain a compact
gres body. Once dried, the tiles are coated and decorated with glazes to make them aesthetically pleasing and meet
our customers design requirements.
The glazed tile body is then fired in roller kilns where temperatures of approximately 1200 °C are reached. The resulting
product is normally a medium-to-low porosity (3% to 5%) tile, in compliance with the International Standard ISO 13006
and European Standard UNI EN 14411 standard and rated as belonging to the BIIa GL group with notable technological
specifications such as the product flexural strength (average value: 30N/mm2 according to UNI EN ISO 10545-4).
As for wear resistance, this will depend on the type and colour of glazing and may change according to different
products or collections. As a general rule, bright finishes are not recommended for heavy traffic floors or rooms
opening onto outdoor areas, where sand or other abrasive materials are more likely to be brought in.
ADVICE ON LAYING
Our gres white body tiles can be laid using either traditional cement mortar or modern tile adhesives. When laying
large size tiles, it is best to adopt the two-layer spreading system to ensure the adhesive is spread over 90 % of the
tile surface.
Quickly dipping each tile in water before installation will remove any dust on the back of the tile for perfect adhesion,
however, do not wet the tiles if you are using vinyl, acrylic resin adhesives or two-component organic-solvent based
adhesive.
It is advisable to always incorporate suitable shrinkage-flexion joints (movement/expansion joints) which must not
be spaced more than 4-5 metres apart from one another. These joints must be inserted not only between the tiles,
but also reach the levelling compound below, consisting of either cement mortar or dry compound, depending on
whether the tiles are set in the traditional manner or using a modern adhesive. The movement joints must be sealed
with appropriate materials such as silicone or polyurethane-based sealants, depending on the anticipated traffic of
the application area.
Appropriate tile bedding layers should be used such as underlay, damp course, vapour barrier or any other layer
necessary to prevent the tiles from detaching themselves or cracking due to water penetration.
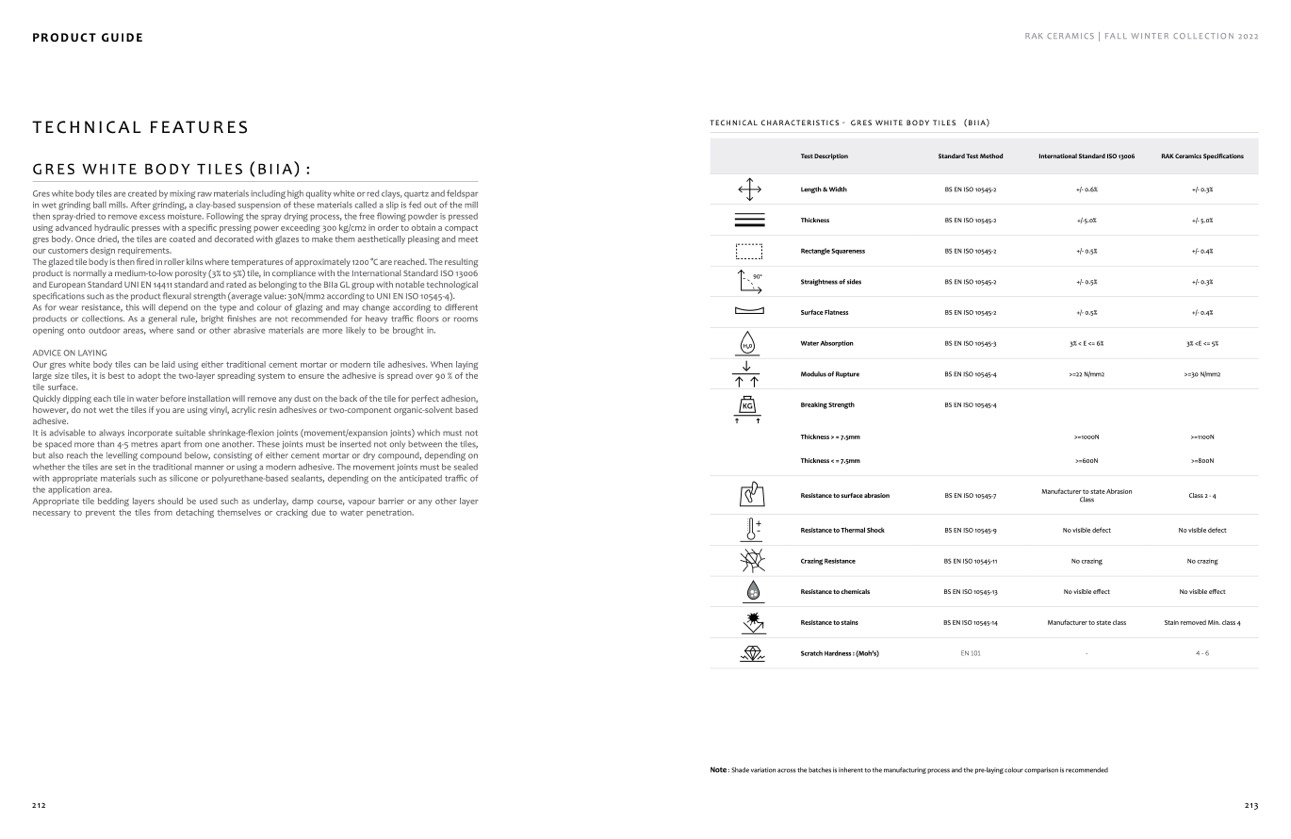
TECHNICAL CHARACTERISTICS - GRES WHITE BODY TILES (BIIA)
Test Description
Standard Test Method
International Standard ISO 13006
RAK Ceramics Specifications
Length & Width
Thickness
Rectangle Squareness
Straightness of sides
Surface Flatness
Water Absorption
Modulus of Rupture
Breaking Strength
Thickness > = 7.5mm
Thickness < = 7.5mm
Resistance to surface abrasion
Resistance to Thermal Shock
Crazing Resistance
Resistance to chemicals
Resistance to stains
Scratch Hardness : (Moh’s)
BS EN ISO 10545-2
BS EN ISO 10545-2
BS EN ISO 10545-2
BS EN ISO 10545-2
BS EN ISO 10545-2
BS EN ISO 10545-3
BS EN ISO 10545-4
BS EN ISO 10545-4
BS EN ISO 10545-7
BS EN ISO 10545-9
BS EN ISO 10545-11
BS EN ISO 10545-13
BS EN ISO 10545-14
EN 101
+/- 0.6%
+/-5.0%
+/- 0.5%
+/- 0.5%
+/- 0.5%
3% < E <= 6%
>=22 N/mm2
>=1000N
>=600N
Manufacturer to state Abrasion
Class
No visible defect
No crazing
No visible effect
Manufacturer to state class
-
+/- 0.3%
+/- 5.0%
+/- 0.4%
+/- 0.3%
+/- 0.4%
3% <E <= 5%
>=30 N/mm2
>=1100N
>=800N
Class 2 - 4
No visible defect
No crazing
No visible effect
Stain removed Min. class 4
4 - 6
212
213
Note : Shade variation across the batches is inherent to the manufacturing process and the pre-laying colour comparison is recommended

