PREMANT district heating pipe
Tapping technology
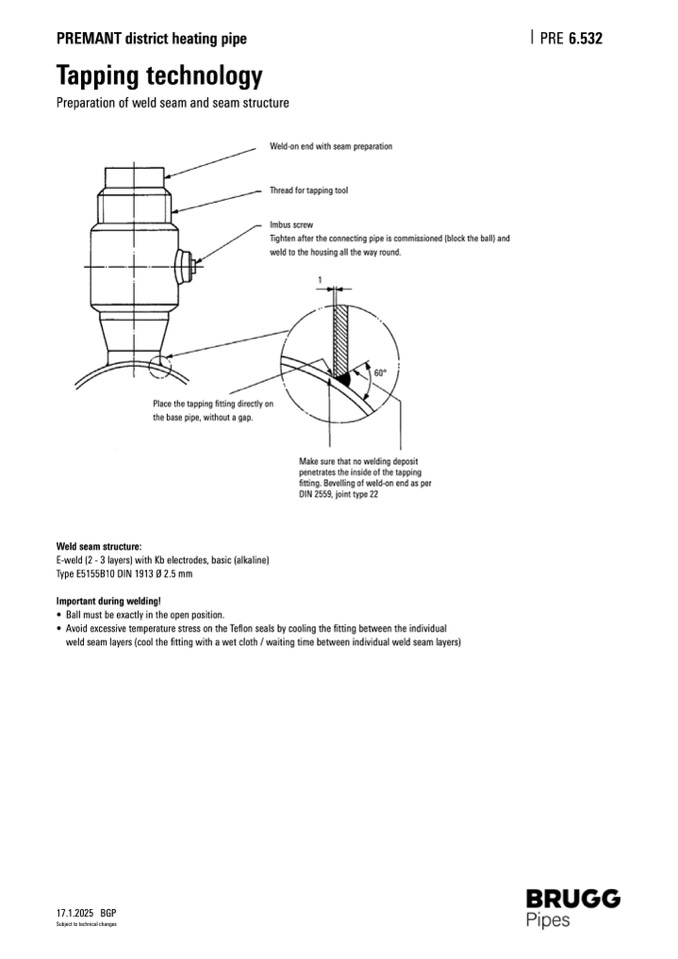
Preparation of weld seam and seam structure
Weld-on end with seam preparation
PRE 6.532
Weld seam structure:
Place the tapping fitting directly on
the base pipe, without a gap.
E-weld (2 - 3 layers) with Kb electrodes, basic (alkaline)
Type E5155B10 DIN 1913 Ø 2.5 mm
Important during welding!
• Ball must be exactly in the open position.
• Avoid excessive temperature stress on the Teflon seals by cooling the fitting between the individual
weld seam layers (cool the fitting with a wet cloth / waiting time between individual weld seam layers)
Thread for tapping tool
Imbus screw
Tighten after the connecting pipe is commissioned (block the ball) and
weld to the housing all the way round.
1
Make sure that no welding deposit
penetrates the inside of the tapping
fitting. Bevelling of weld-on end as per
DIN 2559, joint type 22
60°
17.1.2025 BGP
Subject to technical changes

