110
Sistemi per l’Adduzione Catalogo Tecnico
Tel. +39 0425 758811 | Fax +39 0425 756052
1.26. Saldatura per polifusione
Procedure di lavorazione
Utensili
1- Saldatrice per polifusione completa di matrici per i vari
diametri.
2- Termometro a contatto, scala max 500°.
3- Cesoie speciali o tagliatubi a rotella.
4- Panno pulito privo di filacci o panno carta monouso.
5- Detergente per PPr.
6- Metro + pennarello indelebile.
7- Saldatrice a banco completa di bussole.
Controllo degli utensili
Le matrici del polifusore devono essere in buone condizioni, con
la superficie teflonata integra e pulita, priva di residui di saldatura.
Il fissaggio delle matrici alla piastra avviene solitamente mediante
una vite, si raccomanda di non usare chiavi a pappagallo che
rovinerebbero la protezione in teflon.
Il dispositivo di controllo della temperatura deve essere impostato
a 250 – 270 °C e collegato all’alimentazione elettrica. Il tempo
necessario per riscaldare la piastra dipenderà dalle condizioni
ambientali, raggiunta la temperatura di esercizio, si rimuovono
dalle matrici eventuali impurità mediante l'uso di un panno (non
sintetico che potrebbe danneggiare le superfici in Teflon) imbevuto
dello specifico detergente.
Si può iniziare a utilizzare il polifusore quando il LED presente sul
dispositivo di controllo segnala raggiunta la temperatura di esercizio.
Periodicamente veri
ficare la corretta taratura del dispositivo di
controllo, mediante verifica delle temperature impostate con un
termometro a contatto.
Il buon funzionamento degli strumenti di taglio (cesoie speciali e
tagliatubi a rotella) è verificabile durante la fase di taglio, ciò deve
avvenire con faciltà, la lama deve penetrare nel materiale senza
provocare schiacciamenti o deformazioni.
Controllo dei materiali
Tutto il materiale deve essere controllato attentamente prima di
iniziare le lavorazioni.
Le confezioni delle tubazioni devono essere integre, le superfici
dei tubi pulite, lisce, lucide e non devono riscontrarsi variazioni di
spessore (verificabile durante le fasi di taglio). Verificare in fase di
lavorazione la funzionalità dei diversi componenti valvole, rubinetti,
raccordi filettati, assicurandosi prima del montaggio che non siano
visibili difetti di produzione (filetti non completi, inserti non conformi).
Le confezioni dei vari componenti devono essere integre e
complete di etichette di tracciabilità.
Procedure di saldatura
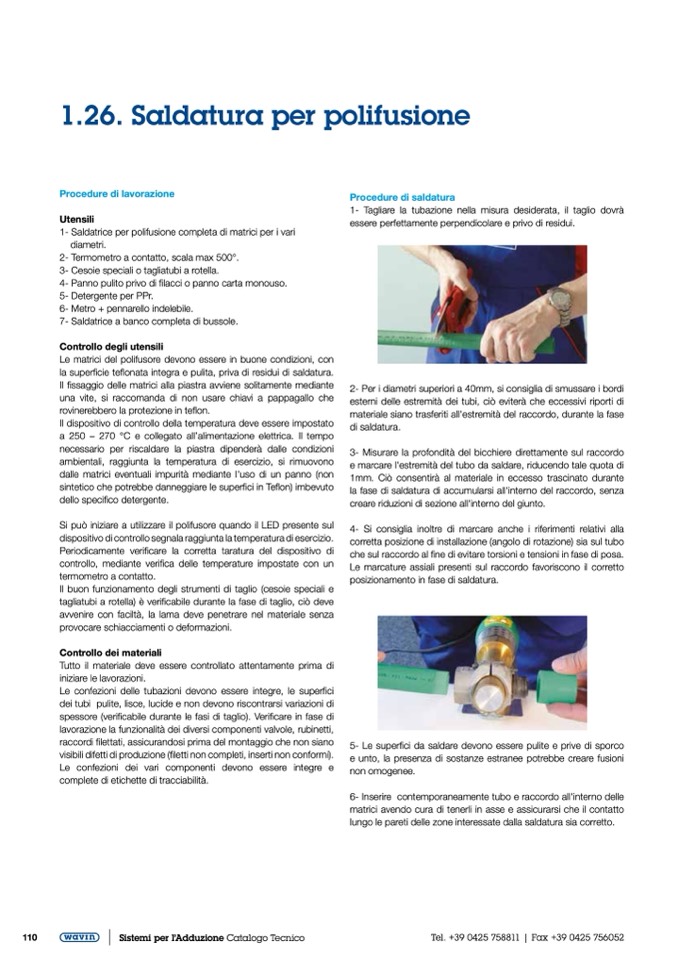
1- Tagliare la tubazione nella misura desiderata, il taglio dovrà
essere perfettamente perpendicolare e privo di residui.
2- Per i diametri superiori a 40mm, si consiglia di smussare i bordi
esterni delle estremità dei tubi, ciò eviterà che eccessivi riporti di
materiale siano trasferiti all'estremità del raccordo, durante la fase
di saldatura.
3- Misurare la profondità del bicchiere direttamente sul raccordo
82
Sistemi per l’Adduzione Catalogo Tecnico
Tel. +39 0425 758811 | Fax +39 0425 756052
e marcare l'estremità del tubo da saldare, riducendo tale quota di
1mm. Ciò consentirà al materiale in eccesso trascinato durante
la fase di saldatura di accumularsi all'interno del raccordo, senza
creare riduzioni di sezione all'interno del giunto.
4- Si consiglia inoltre di marcare anche i riferimenti relativi alla
corretta posizione di installazione (angolo di rotazione) sia sul tubo
che sul raccordo al fine di evitare torsioni e tensioni in fase di posa.
Le marcature assiali presenti sul raccordo favoriscono il corretto
posizionamento in fase di saldatura.
5- Le superfici da saldare devono essere pulite e prive di sporco
e unto, la presenza di sostanze estranee potrebbe creare fusioni
non omogenee.
6- Inserire contemporaneamente tubo e raccordo all'interno delle
matrici avendo cura di tenerli in asse e assicurarsi che il contatto
lungo le pareti delle zone interessate dalla saldatura sia corretto.

