Saldatura per elettrofusion
e
La giunzione con manicotti elettrici è l
a
soluzione da noi consigliata per
:
• affidabilità
• velocità
• versatilit
à
• modesto investimento in attrezzature
.
essere inserite
fino in battuta (centr
o
del manicotto). Nel caso di mancat
o
rispetto delle istruzioni di saldatura
si possono verificare fenomeni d
i
surriscaldamento del manicott
o
durante il processo di saldatura e i
n
casi estremi rischio di incendio
.
NB: Non saldare, per nessun motivo,
un manicotti elettrico WAVIDUO du
e
volte. In caso di errata connessione
tagliare e sostituire con un nuov
o
manicotto elettrico.
I manicotti elettrosaldabili sono dotati
di resistenze elettriche incorporate nella
super
ficie interna. Collegandoli a un
a
fonte di alimentazione elettrica, il calor
e
viene trasmesso direttamente nell
e
aree di fusione. Durante la fusione, il
volume del polietilene aumenta. Quest
a
espansione crea la necessaria pression
e
di saldatura
.
Le apparecchiature per saldatura Wavi
n
dosano automaticamente l’energi
a
necessaria per produrre una buon
a
giunzione.
Sono disponibili due saldatrici:
• “WaviDuo” per i rispettivi manicotti co
n
dimensioni da 40 a 315 mm
Raccomandazioni General
i
Quando la temperatura esterna scend
e
al di sotto di -10°C o è superiore a 40°C
e/o in condizioni di pioggia o vento
occorre prendere speciali precauzioni pe
r
assicurare che la saldatura avvenga i
n
condizioni termo-igrometriche ideali
.
Installazione
Attrezzatura necessaria:
• Tagliatub
i
• Nastro misuratore per circonferenze
• Raschiatore o raschietto manuale
• Liquido detergente per PE
• Panno pulito o rotolo di carta
• Metro
• Penna/Marcatore permanent
e
• Alimentazione 230V
•Saldamanicotti
compatibile
per
manicotti WaviDUO (WaviDuo 40-160
o TRIAL 315)
• Allineatore o Posizionator
e
Istruzioni
1. Pulire il tubo lungo la circonferenz
a
e se necessario, tagliare il tubo in
modo perpendicolare con un tagliatubi,
togliere eventuali bave
.
2. Controllare le parti terminali del tubo
da saldare con un nastro misuratore per
circonferenze prima e dopo l’operazion
e
di raschiatura.
Attenersi alle specifiche di norma (EN
12666-1). Vedi Tabella 1)
AVVISO – Connessione
errata del tubo e/o raccordo
Una preparazione insuf
ficiente
o
errata del tubo e il mancato rispett
o
delle istruzioni di montaggio riportate
su questo manuale possono causare
una errata giunzione, di conseguenza
la funzionalità e la durata di
vita del sistema possono essere
compromesse. Si prega pertanto di
attenersi alle istruzioni contenute i
n
questo Manuale
.
Le estremità del tubo devono essere
tagliate con precisione in modo
perpendicolare e senza bave. Le
estremità dei tubi e/o raccordi devon
o
3. Misurare la lunghezza del manicotto
con un metro per definire la zona di
raschiatura. Formula per la lunghezza di
raschiatura: (lunghezza del manicotto / 2)
+ 10 mm. In caso di utilizzo del manicotti
per riparazioni, la zona di raschiatur
a
deve essere uguale alla lunghezza del
manicotti elettrico. Occorre rimuovere
il “center stop” con un coltello (dov
e
presente)
48
Wavin QuickStream - Guida prodotto
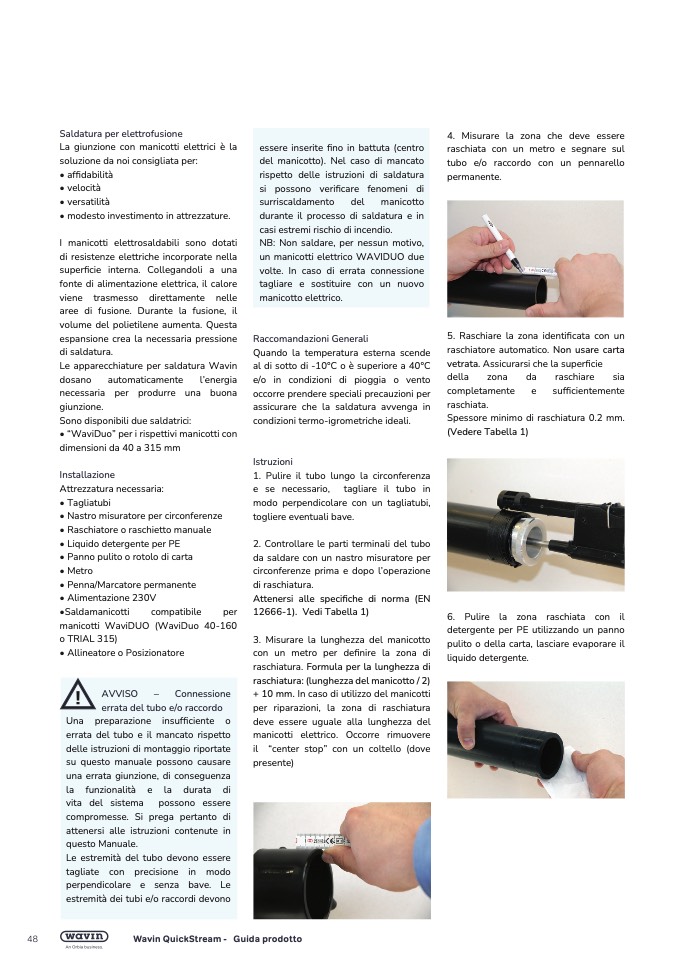
4. Misurare la zona che deve esser
e
raschiata con un metro e segnare sul
tubo e/o raccordo con un pennarello
permanente.
5. Raschiare la zona identi
ficata con un
raschiatore automatico. Non usare cart
a
vetrata. Assicurarsi che la superficie
della
zona
da
raschiare
si
a
completamente e sufficientement
e
raschiata
.
Spessore minimo di raschiatura 0.2 mm
.
(Vedere Tabella 1)
6. Pulire la zona raschiata con il
detergente per PE utilizzando un pann
o
pulito o della carta, lasciare evaporare il
liquido detergente.

